常用硫酸尾气脱硫处理工艺综述
常用硫酸尾气脱硫处理工艺综述硫酸尾气中的二氧化硫进行处理是关系环境保护与经济效益的大事,也是我国SO2减排的重点。2011年3月1日实施《硫酸工业污染物排放标准》的新标准中规定尾气
硫酸尾气中的二氧化硫进行处理是关系环境保护与经济效益的大事,也是我国SO2减排的重点。2011年3月1日实施《硫酸工业污染物排放标准》的新标准中规定尾气中允许的二氧化硫排放浓度新标准为400mg/m3,及2012年1月1日起实施《火电厂大气污染物排放标准》(GB13233-2011)将SO2排放限值确定为100mg/m3,并将特别排放限值确定为50mg/m3。根据国家环保部最近一段时间的意见征求情况,即将出台的大气污染物排放标准将在包括钢铁(烧结)在内的多行业普遍推行100mg/m3的最新标准。以火电厂为例,新标准实施后,将直接导致已建脱硫装置80%需要改造。硫酸工业的标准也不排除再次提高的可能。国家同时对硫酸生产中SO2气体排放实行总量控制,尾气若不经过处理,总量排放亦将超标,根据环保管理部门的要求,拟对硫酸尾气进行治理,减少二氧化硫排放总量,以达到国家日益严格的排放要求。从政策上看出,我国对二氧化硫 减排的决心。
我国二氧化硫的主要来源是我国庞大的硫酸市场需求及部分相关工业企业生产副产物中排放的二氧化硫。各地化工,电力,石化领域硫酸尾气处理技改项目如火如荼的进展中,下面来了解一下常用硫酸尾气脱硫处理工艺。
硫酸生产与SO2排放:
硫酸在生产过程中排放大量的二氧化硫。目前通用的是采用接触法制造硫酸,其包括三个基本工序:
(1)由含硫原料制备含SO2 气体,实现这一过程需要将含有硫原料焙烧,故工业上称为“焙烧”;
(2)将含SO2 和氧的气体催化转化为SO3,工业上称之为“转化”;
(3)将SO3 与水结合成硫酸,实现这一过程需要将转化所得SO3 气体用硫酸吸收,工业上称为“吸收”
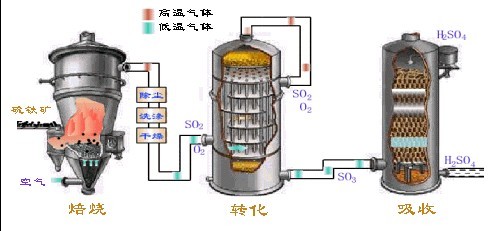
硫酸生产总体工艺流程包括原料预处理、SO2 炉气制取、炉气净化、SO2 转化、SO3 吸收、尾气处理等六大工序。不同的生产原料有着不同的预处理方式,而产生的SO2 则按相同的反应原理制得硫酸。按原料分为硫磺制酸和硫铁矿制酸(包括磷石膏制酸和硫化氢制酸)以及冶炼烟气制酸。
硫酸工业按基本生产工艺可分为一转一吸工艺和二转二吸工艺。一转一吸生产工艺因转化和吸收率较低,故尾气中SO2 浓度较高,需要经尾气处理后才能排放;二转二吸生产工艺的尾气中SO2 浓度较低,一般无需处理可直接排放。
目前,最先进的制酸技术是焚硫炉产生的SO2烟气经“3+2”五段二次转化、两级吸收,尾气经第二吸收塔顶的丝网除雾器除雾后排放。二转二吸“3+2”工艺流程,转化率为99.73%。
常用硫酸尾气脱硫处理工艺综述:
当前中国硫酸行业针对硫酸尾气处理的方法有很多种,包括氨-酸法、氨法、钠碱法、柠檬酸钠、石灰石-石膏法、活性焦法等,其中应用最广泛的有氨-酸法、石灰石-石膏法和活性焦法几种[3]。如南京化学工业公司磷肥厂采用氨-酸法尾气回收,生产液体二氧化硫;开封化肥厂、太原化工总厂等均改用三级氨法尾气回收生产固体亚铵和高浓度亚硫酸氢铵溶液;铜官山化工有限公司采用氨-酸法生产固体亚硫酸铵[4];江西铜业股份有限公司贵溪冶炼厂300kt/a铜冶炼工程配套660kt/a硫酸项目采用活性焦吸附法工艺,并回收高浓度SO2等;而众多中小型硫酸厂则采用碱液吸收法和简易石灰石-石膏法等。
1石灰石-石膏法处理硫酸尾气工艺流程及特点
石灰石-石膏法在电力行业应用十分广泛,以生石灰或石灰石制取氢氧化钙为吸收剂,在一结构紧凑的吸收塔内洗涤硫酸工业尾气中的SO2,以达到净化尾气的目的。其工艺流程见下图:
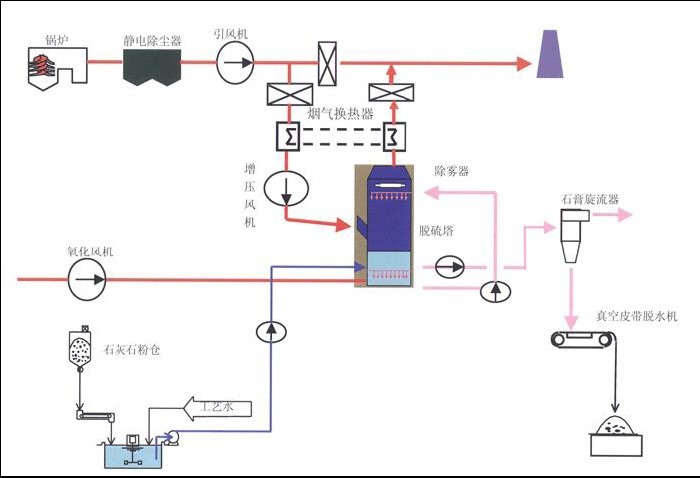
石灰石-石膏法处理硫酸尾气工艺流程
石灰石石膏法烟气脱硫技术具有工艺简单,吸收率较高,操作容易,投资较小等优点,但也存在不少问题,尤其用在烟气成分、状态极其复杂的冶炼烟气处理中:
(1)管道堵塞磨损严重。管道、泵及阀内运送高速流动的石灰石或膏浆液,加上石膏粘度大、易沉淀、易结晶,容易造成堵塞,动力消耗大。
(2)占地面积大,设备、烟囱需防腐,检修周期短;
(3)冶炼烟气脱硫废水产量大、成分复杂,含有氨氮、Cl-、重金属、氟化物等,处理困难,尤其是有Cl-存在时,需用反渗透法处理,成本较高;
(4)存在烟气二次污染。由于无法有效脱除SO3酸性气体等有害物,从临时烟囱排出大量白烟形成的烟囱雨中含一定的硫酸雾滴和细微重金属颗粒,对脱硫系统周边设备、草坪、树木及工作人员健康可能造成影响;
(5)脱硫副产物石膏难以处理。
2 氨—酸法处理硫酸尾气工艺流程及特点
氨-酸法脱硫是以一定浓度的氨水做吸收剂,在一结构紧凑的吸收塔内洗涤硫酸工业尾气中的SO2,以达到净化尾气的目的。其工艺流程见下图:
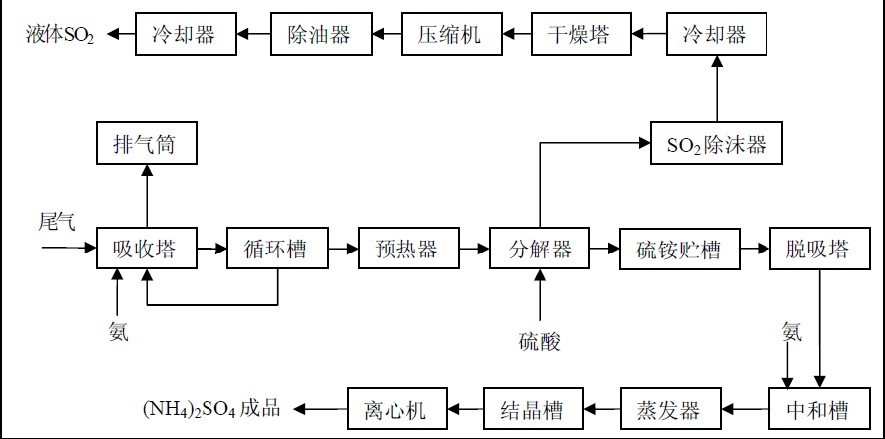
氨—酸法处理硫酸尾气工艺流程
氨-酸法的产品既可以是上图中的硫铵,也可以是上图的液体SO2,目前常用的是生产硫铵。硫铵是一种肥料,可用于农业生产。从上图中我们可以归纳出氨酸法的三个特点:需要氨源、吸收法技术、产品硫铵。而正是这三个特点决定了氨酸法的一些缺陷。
首先是需要氨源。由于需要氨源,所以氨酸法一般适用于有氨源的企业。尽管有氨源,在脱硫工段一般还需要设立一个氨水储存的地区,这个区域无疑是一个重大的危险源,对生产管理提出了较高的要求;另外由于工艺流程较长,多个工艺环节存在氨泄漏的风险,特别是氨逃逸后可能在排放的过程中继续和SO2发生反应,从而形成颗粒物沉降下来,让人误解是除尘不达标(如泸天化);还有最重要的一点是氨的价格很高,由于要不断添加,脱硫成本势必较高。
其次是吸收法技术。我们已经知道,所有吸收法技术都存在一个气液平衡的问题。受这个问题的限制,吸收法技术在处理低浓度气体时,由于传质推动力小,必然导致脱硫效率不高,虽然现在能够满足标准规范的要求,但不一定能够满足我国未来越来越高的环保要求。而新型催化法技术是一种干法的技术,完全有把握将硫酸尾气中的SO2脱除到50mg以下,完全能够满足未来的高要求,同时又能将尾气中的硫资源较为彻底地回收回来。吸收法技术的另一个弊端是吸收的同时必然导致尾气中含水量增大,排除出温度较低(40~500C),特别在冬天经常能出现白烟;同时由于不能彻底清除SO3,也会时常形成酸雾,对烟囱造成腐蚀,对环境造成危害。在一些特殊地区如机场周围,白烟是不允许的。工厂周围的居民也有可能因为白烟的存在而误以为烟气处理不够干净彻底,从而引发纠纷。
产品硫铵的工艺流程相对也较长,这就会使操作相对比较繁杂。但更重要的是:硫铵的产品价值较低,更有甚者,硫铵作为肥料易造成土地板结,很多地方的硫铵产品销售令人堪忧。硫铵中还伴生一些亚硫酸铵,亚硫酸铵本身不太稳定,受到阳光照射或撞击后就可能分解产生SO2和CO2,形成二次污染。
3 活性焦烟气脱硫技术工艺流程及特点:
活性焦法主要采用的是吸附法技术,其工艺过程如下为:烟气中的SO2被活性焦吸附下来,并在活性焦内部生成H2SO4,吸附后的活性焦被送入再生塔,加热到300-600℃,释放出高浓度的SO2,富含SO2的气体可用于生产硫酸或液体SO2等系列产品。其脱硫机理如下:
吸附工艺: SO2+H2O+1/2O2 = H2SO4
解吸再生工艺: 2H2SO4+C=2SO2+2H 2O*+CO2
经过国内外的不断工程实践,活性焦脱硫技术已经相当成熟,特别是在西部缺水地区,活性焦法应该是很好的一种选择。但该法仍有以下缺陷:但对比新型催化法技术,活性焦法仍有以下缺陷:先是活性焦吸附过程,由于一般采用移动床技术,活性焦易磨损,活性焦消耗200-300kg/tSO2,原料成本高;磨损的活性焦粉尘难收集,对环境有影响;而由于操作温度约1600C,又导致活性焦易烧焦、结块。再就是加热再生过程,由于再生温度一般在4000C左右,能耗高,运行成本高;同时根据化学反应式计算,理论上再生过程中是少排放220kg/tSO2的CO2,实际排放量可能更高;另外此过程需要蒸汽加热、氮气吹出,使得消耗品种类更加增多(水、电、压缩空气、氮气、蒸汽、活性焦 )
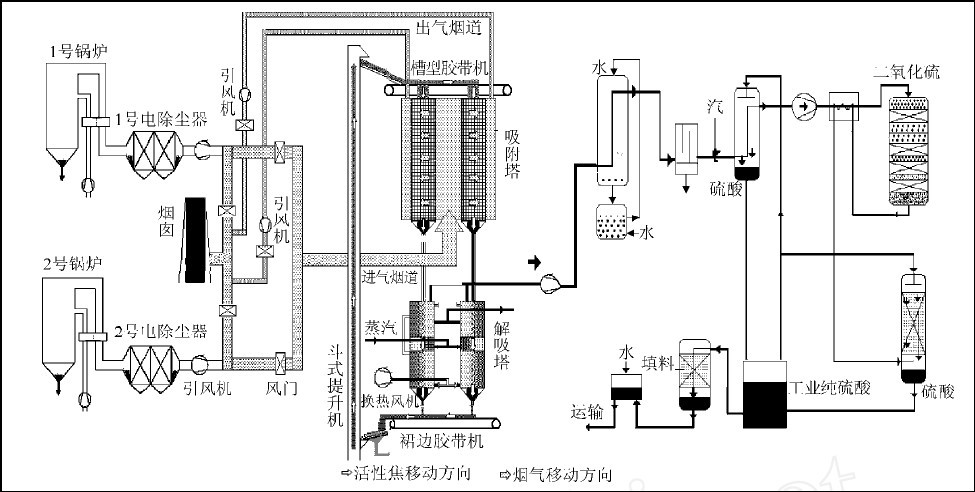
活性焦烟气脱硫技术工艺流程示意
活性焦法用于硫酸尾气处理时,最佳的产品方案是将富含SO2的气体返回硫酸装置生产硫酸。但从化学反应的过程来看,化学过程复杂:SO2→H2SO4→ SO2 → H2SO4 ,必然的造成总的一次性投资大。
(1)加热再生过程中,由于再生温度一般在400℃左右,能耗高,运行成本高,且在高温下产生温室气体CO2,(理论计算每脱除1吨SO2至少排放220公斤CO2,实际可能超出此数字)造成二次污染,不符合低碳要求;
(2)该法用于硫酸尾气处理时,最佳的产品方案是将富含SO2的气体返回硫酸装置生产硫酸。但是此回收方法需要在活性焦中先将SO2吸附生成硫酸,再高温解析得到SO2,最后进入系统生产硫酸,工艺过程复杂,投资高;
(3)活性焦在再生中参与反应,因此会被消耗,需要不断添加,如果要减少活性焦的损耗,就需采用惰性气体保护,增加运行成本;
(4)活性焦法通常采用流化床方式,要求活性焦粒度小,易造成粉尘污染等。
上一篇:中国的河流与流域概况
-
催化裂化烟气脱硫脱硝优化技术研究2019-10-17
-
火电厂脱硝技术与脱硫脱硝一体化发展研究2019-10-16
-
湿法炼锌的工艺流程图是什么?2019-10-16
-
火力电厂半干法烟气脱硫综合效率是多少?2019-10-16
-
从二十世纪世界十大环境污染公害事件看如今的环境现状,珍爱地球责无旁贷2019-10-16
-
火力发电厂烟气脱硫废水处理后怎么处置2019-10-13
-
联合国环境署:2050年或将有数百万人因环境污染死亡2019-10-12
-
玉溪市江川区财政局:多渠道筹措资金助力环境污染治理PPP项目稳步推进2019-10-12
-
钠钙双碱法脱硫用到哪些设备2019-10-02
-
2部门联合发布《烟气脱硫石膏》(GB/T 37785-2019)标准2019-09-30
-
石灰石/石灰脱硫中,固液分离是怎么分离的,用了什么东西,需不需要氧化?2019-09-29
-
空气污染 印尼天空呈现血红色2019-09-25
-
汽车尾气净化催化剂是控制汽车尾气排放最有效手段2019-09-20
-
当今社会对室内环境污染的认识误区2019-09-20
-
行政调解在化解环境污染纠纷上的优势2019-09-20