IC厌氧反应器处理含盐制药废水的研究
IC厌氧反应器处理含盐制药废水的研究工业废水具有种类繁多、成分复杂、排放量大、毒性强、难处理的特点。其中制药废水作为较典型的工业废水,属于难降解的高浓度有机废水。在药物生产过程中常
工业废水具有种类繁多、成分复杂、排放量大、毒性强、难处理的特点。其中制药废水作为较典型的工业废水,属于难降解的高浓度有机废水。在药物生产过程中常用高浓度的含盐水作溶剂或原料,由此产生的废水通常含有大量无机盐副产物,导致后续的生物处理效果不理想。因此,对含盐制药废水进行高效稳定处理成为国内外学者的研究热点。
不同种类的制药废水性质迥异,但其共同之处在于污染物种类多、水质波动大、可生化性差、含盐量大。针对该类废水,工程上一般采用厌氧反应器,通过水解酸化改善可生化性,处理该类废水。
而IC厌氧反应器是典型的第3代厌氧反应器,相比UASB厌氧反应器,具有占地面积小、抗冲击性能优异、出水稳定等优点,广泛应用于印染废水、大豆蛋白废水、高强度渗滤液、棉浆废水、酿酒废水以及秸秆洗涤废水等多种难降解废水的处理中。
本研究以江西省某实际工程产生的制药废水为研究对象,用IC厌氧反应器进行处理,对启动过程中的COD、硫酸根和NH3-N的去除率进行实时监测,并研究盐度对IC厌氧反应器处理效果的影响,对实际制药废水处理有一定借鉴意义和参考。
1 实验部分
1.1 水样来源与水质
实验所用接种污泥为南昌某污水厂脱水污泥,取得后立即投入实验装置中,接入量为IC厌氧反应器有效容积的1/3(约6 L)。所用废水取自江西省某药业股份有限公司,其主要产品为舒巴坦钠和舒他西林碱等。实际制药废水水质为COD 11 270 mg/L、NH3-N 126.48 mg/L、SO42- 323.14 mg/L、pH 3.14。
1.2 试剂与仪器
试剂:浓硫酸、浓硝酸、浓盐酸、碘化汞、磷酸,汕头市西陇科学股份有限公司;硫酸银、硫酸汞、碘化钾、氯化钡,姜堰市环球试剂厂;氢氧化钠、磷酸二氢钾、酚酞、抗坏血酸,汕头市西陇化工股份有限公司;氯化钠、氯化铵、碳酸氢钠、重铬酸钾、酒石酸钾钠、酒石酸锑氧钾、钼酸铵、氨水,天津市大茂化学试剂厂;以上试剂均为分析纯。
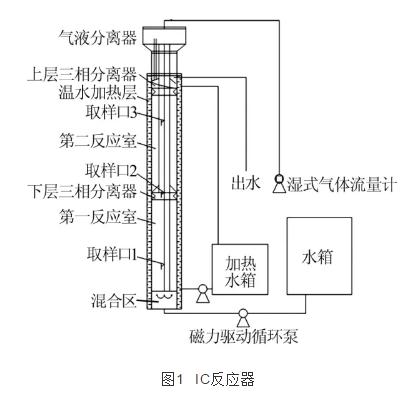
仪器:pHS-25型pH计,上海仪电科学仪器股份有限公司;自制IC厌氧反应器,由有机玻璃加工制成,分为主体与集气罩2个部分。反应器主体为圆柱形,主体高度为1.42 m,直径140 mm,有效容积为16.8 L。每个反应室均设有取泥口和取水口,便于实验过程中取样。实验装置如图1所示。
1.3 分析方法
COD采用重铬酸钾法测定;氨氮采用纳氏试剂光度法测定;硫酸根采用铬酸钡光度法测定;pH采用便携式pH计测定;VFA采用滴定法测定。
1.4 实验方法
为启动IC厌氧反应器,采用中温发酵连续进水方式对反应器进行驯化,运行过程中通过外壁水浴控制反应温度在35 ℃左右,控制初始进水COD负荷为2 kg/(m3·d),进水COD控制在2 000 mg/L左右,控制碳酸氢钠投加量调节pH至7~8,水力停留时间(HRT)控制为24 h。
启动驯化过程中,当COD去除率稳定、出水VFA低于4 mmol/L,标志着反应器进入初级稳定状态,此时将进水负荷提升20%,进行下一梯度浓度的启动。
随着进水浓度的逐渐提升,反应器在每一梯度下均能稳定运行,最终以原水为进水时,反应器出水水质稳定,则认为IC厌氧反应器启动成功。对启动过程中出水的COD、氨氮、硫酸根、VFA等进行分析,并在启动完成后研究盐度对IC反应器运行特性的影响。
2 结果与分析
采用逐步提升进水浓度梯度的方式启动IC厌氧反应器,在此过程中观察各指标变化情况,分析反应器启动运行效果。当系统出水水质稳定,说明IC反应器启动完成。
启动结束后,考察盐度对IC反应器处理效果的影响,由于实验用实际制药废水不含盐度,故通过外加NaCl提升进水盐度,并逐步提升盐度梯度,观察反应器在此过程的运行效果。
2.1 启动过程中COD变化
反应器启动阶段COD变化情况如图2所示。
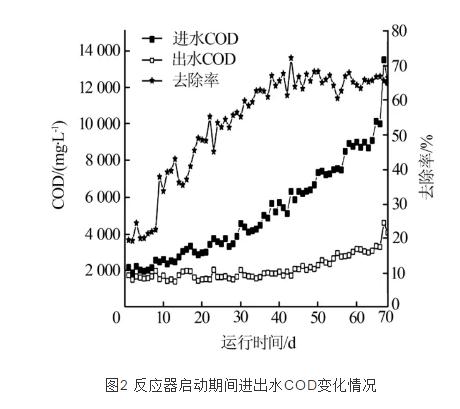
如图2所示,反应器启动初期,进、出水的COD变化不明显,COD去除率仅为20%左右;随着运行时间的增加,进水COD负荷从最开始的2 kg/(m³·d)逐步提升至9 kg/(m³·d),COD去除率则随进水负荷的增大逐渐上升,并达到稳定。
分析认为,启动初期反应器内的厌氧污泥微生物尚未适应制药废水,其活性受到一定影响,COD去除率较低。经过一段时间的运行,厌氧微生物逐渐适应进水水质,对COD逐渐升高的废水进行稳定处理,COD去除率从初期的19.62%提升至后期的67.01%;反应器运行57 d后,COD去除率逐步稳定在65%左右。
2.2 启动过程中氨氮变化
反应器启动阶段氨氮变化情况如图3所示。
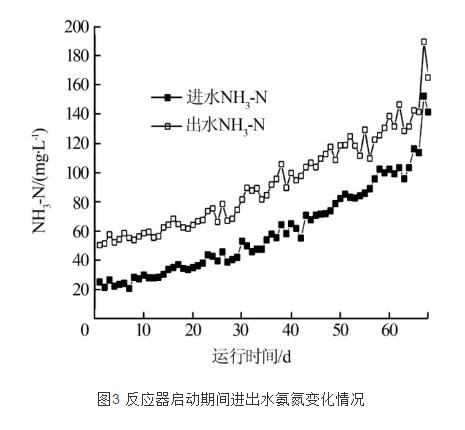
由图3可以发现,运行过程中进水氨氮始终低于出水氨氮。分析认为,制药废水中的大分子含氮有机物被水解酸化降解为小分子,此时反应器内的氮主要以氨氮形式存在,导致出水氨氮高于进水,说明反应器的水解酸化效果良好;其次,启动初期微生物活性受到影响,生长代谢速率较慢,导致反应器内氨氮的消耗较少。综合以上原因,造成进水氨氮一直低于出水。
2.3 启动过程中硫酸根变化
反应器启动阶段硫酸根变化情况如图4所示。
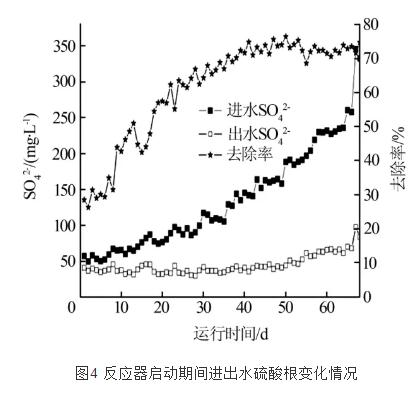
图4中,由于活性污泥中的微生物在反应器启动初期还未完全适应制药废水水质,导致硫酸根去除率不是很高,约为33%。随着微生物逐渐适应初期废水水质,硫酸根去除率在第8天有明显上升趋势,之后硫酸根去除率与进水硫酸根浓度呈正相关。
但启动运行14 d时,可能因负荷急剧增加导致硫酸根去除率下降。逐渐提升进水硫酸根至150 mg/L左右,去除率达到72%,之后出水硫酸根随着进水硫酸根的增加而增加,其去除率最终稳定在73.4%左右。
2.4 启动过程中pH和VFA变化
pH与VFA是厌氧反应器的重要控制参数,可反映反应器内部实际运行情况。对启动过程中pH与VFA的变化情况进行监测。
由于实验进水pH较低,添加NaHCO3调节进水pH在7~8,使反应器能够正常运行。反应器启动初期出水pH较稳定,最高达到7.56。启动40 d时出现出水pH下降现象,可能是此时容积负荷增大导致。运行58 d后,出水pH最低达到6.69。
VFA在反应器启动运行阶段变化较大,波动范围保持在1.6~3.6 mmol/L。当反应器提升1个阶段的进水负荷后,VFA均有不同程度地提高,适应该进水负荷后VFA又逐渐恢复正常。
2.5 盐度对IC厌氧反应器处理效果的影响
制药工艺中常用高浓度盐水作溶剂或原料,产生的废水中含有一定盐度,当所含钠离子、钙离子、氯离子和硫酸根超出范围,会对污泥微生物的代谢产生抑制毒害作用,给后续污水处理带来极大影响。通过外加NaCl提升进水盐度,研究进水盐度对IC厌氧反应器处理效果的影响。
反应器启动完成后,IC厌氧反应器的进水COD和硫酸根分别在10 154~12 748 mg/L和250.36~327.48 mg/L之间波动。从第70天开始,每隔12 d逐步提高进水中的氯离子(3 000、6 000、9 000、12 000、15 000 mg/L),考察盐度对COD和硫酸根去除率的影响。
(1)盐度对COD去除率的影响
实验发现,随着盐度的增加,其对系统的毒害增加,COD去除率降低,见表1。

随着盐度的增加,系统对COD去除率的变化情况见图5。
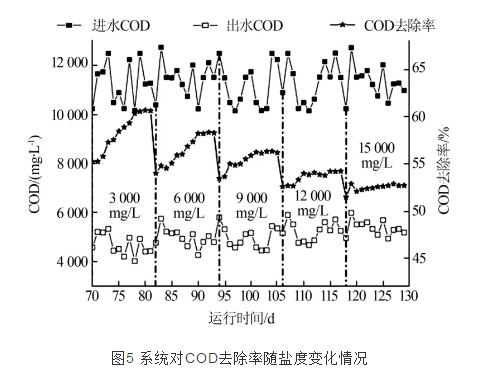
由图5可知,当进水氯离子为3 000 mg/L时,COD去除率从65%降到55.2%,几天后COD去除率又有所提高,最终稳定在60.61%左右;当进水氯离子提高到6 000 mg/L时,COD去除率降到54.02%,随后稳定在58.26%左右;当进水氯离子变为9 000mg/L时,COD去除率降到53.47%,随后稳定在56.22%左右;当进水氯离子为12 000 mg/L时,COD去除率降到52.59%,随后稳定在54.21%左右;进水中的氯离子为15 000 mg/L时,COD去除率降到51.48%,随后稳定在52.71%左右。
可见,IC厌氧反应器对一定浓度范围的氯离子有一定忍耐性,氯离子增加并未引起COD去除率大幅降低,即盐度对IC厌氧反应器处理含氯离子有机废水的影响较小。
(2)盐度对硫酸根去除率的影响
硫酸根去除率的变化趋势与COD去除率基本类似,随着盐度增加,IC反应器对硫酸根的去除率降低,见表2。

随着盐度的增加,系统对硫酸根去除率的变化情况见图6。
由图6可以看出,进水氯离子为3 000 mg/L时,硫酸根去除率从73.4%降到68.12%,几天后硫酸根去除率有所提高,最终稳定在70.73%左右;进水氯离子为6 000 mg/L时,硫酸根去除率降到67.14%,随后稳定在68.38%左右;当进水氯离子为9 000 mg/L时,硫酸根去除率降到65.89%,随后稳定在67.43%左右;进水氯离子为12 000 mg/L时,硫酸根去除率降到65.26%,随后稳定在66.09%左右;进水氯离子为15 000 mg/L时,硫酸根去除率降到64.02%,随后稳定在64.83%左右。
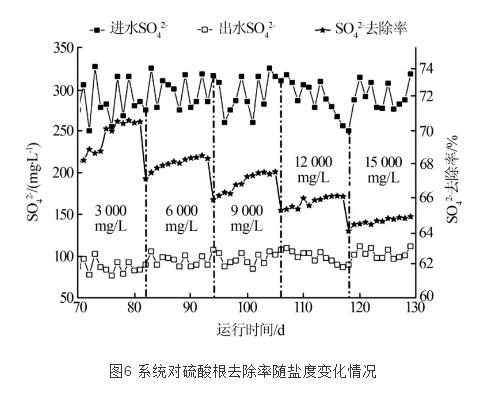
在60 d的盐度驯化期间,硫酸根去除率从73.4%降到64.83%,之后趋于稳定,说明盐度对硫酸根去除率有一定影响,但影响较小,表明IC厌氧反应器对一定浓度范围内的盐度有一定耐受能力。
3 结论
采用IC厌氧生物反应器对实际制药废水进行处理,采用35 ℃中温发酵、连续进水方式实现厌氧反应器的启动。
随着进水COD逐步提升至原水浓度,反应器运行稳定,启动效果良好;经过68 d的启动,COD去除率最终稳定在65%左右,硫酸根去除率达到73%左右,进水氨氮较出水氨氮低,出水VFA在4 mmol/L以下,pH>6.6,各污染物去除效果稳定,反应器运行良好。
在0~1.5%的盐度范围内,进水盐度增加将导致COD及硫酸根的去除率不同程度地降低,但最终去除效果仍趋于平稳,说明IC厌氧系统对外界盐度有一定耐受能力。

使用微信““”
-
【干货】厌氧反应器污泥投加及启动要点2020-06-25
-
瓦池污水处理厂进水水质特征及其对出水水质的影响分析2020-06-19
-
工业生活混合污水处理厂的进水变化特征2020-06-19
-
冰箱有异味怎么办,冰箱有异味怎么办,去除冰箱异味的8个小妙招,既实用又方便的8个小妙招,既实用又方便2020-06-11
-
内构件优化推动厌氧生物反应器的发展2020-06-04
-
湖北荆州计划投入24亿元推进水环境治理 扩建改造污水处理厂2020-06-01
-
湖北荆州计划投入24亿元推进水环境治理2020-06-01
-
“守”得住进水“攻”得下出水 污水处理厂提质关键在哪2020-05-30
-
荆州今年计划投入24亿元推进水环境治理2020-05-29
-
EGSB 反应器处理抗生素制药废水的性能研究2020-05-29
-
武汉临空港污水处理厂今年9月将开始进水调试2020-05-28
-
太原市汾东污水处理厂一期二步工程进水调试2020-05-18
-
河北:关于开展城市污水处理厂进水超标排查的函2020-05-18
-
国中水务一污水厂被政府强制接管,曾因进水导致的超标被处罚1300万!2020-04-22
-
电化学水垢去除技术中试实验研究2020-04-15