彭永臻院士团队:现代煤化工废水近零排放技术集成与优化建议
彭永臻院士团队:现代煤化工废水近零排放技术集成与优化建议研究背景【讯】煤化工是指以煤为原料,经化学加工使煤转化为气体、液体﹑固体燃料以及化学品的过程。煤化工包括传统煤化工和现代煤化
研究背景
【讯】煤化工是指以煤为原料,经化学加工使煤转化为气体、液体﹑固体燃料以及化学品的过程。煤化工包括传统煤化工和现代煤化工。传统煤化工主要涉及煤焦化、煤电石、煤合成氨(化肥)等领域;现代煤化工是以发展清洁能源为目标,通过液化、气化、加氢等技术手段将煤炭转化为煤气、汽油、柴油﹑精细化工产品,如煤制油、煤制天然气﹑煤制烯烃﹑煤制甲醇和煤制乙二醇等。传统煤化工受产业政策、市场环境、资源环境要求等因素制约,其发展正面临着原料供应、节能降碳、环境保护、新兴产业冲击等多方面的挑战。与传统煤化工产业相比,现代煤化工产业更加科学、节能、环保、原料适应性强、产品品质和附加值高,代表了煤化工产业的主流发展方向。目前,规划和在建的大型煤化工项目主要为现代煤化工项目。
煤炭资源在满足全球能源需求方面起到重要作用。煤化工行业通过煤炭燃烧满足了全球41%的能源需求。近年来,随着煤气化、液化等煤炭利用新技术的发展,煤炭逐步成为传统油气资源的替代能源。随着能源结构的转型升级,现代煤化工产业也将有力推动绿色可再生市场的健康发展。煤炭资源是我国一次能源最重要的组成部分,占一次能源消费总量的65%~70% ,也是我国发展煤化工产业的基础。现代煤化工产业布局及发展规模主要受到煤炭资源分布特点和支撑能力的制约。我国煤炭资源地域分布不均衡,主要分布在昆仑山-秦岭-大别山一线以北地区,大兴安岭-太行山-雪峰山一线以西地区,以新疆﹑内蒙古、陕西、山西、贵州、宁夏等省区的储量最为集中,目前拟建及在建的现代煤化工项目也主要分布于上述煤炭资源产地。与煤炭资源分布及现代煤化工产业布局相对应,我国水资源的分布则呈东多西少、南多北少的逆向分布特征,煤炭储量丰富的地区水资源较为匮乏,无法满足现代煤化工产业的发展需求。因此,水资源短缺已成为制约我国现代煤化工产业发展的关键。此外,现代煤化工项目集中布局区域生态环境敏感脆弱,缺乏纳污水体,这也要求各种废水必须充分回用。在此背景下,从产业发展、水资源及生态环境保护等角度考虑,废水近零排放是在水资源短缺或水环境容量不足的地区发展现代煤化工产业的必然选择。而如何解决现代煤化工项目废水处理系统运行问题,突破废水近零排放的技术瓶颈,降低废水近零排放的经济成本,是目前许多地区发展现代煤化工所面临的共同难题。
摘 要
文章介绍了现代煤化工产业的发展现状及其面临的环境挑战,并对现代煤化工废水组成及特性进行了分析。通过对有机废水和含盐废水进行分类收集、分质处理、分级回用,现代煤化工废水处理系统从重视单元技术发展为统筹考虑工艺衔接和源头治理的关键技术集成,形成了废水预处理-生化处理-再生水回用-含盐废水膜处理-蒸发结晶处理的基本技术框架。同时,针对现代煤化工项目废水处理系统实际运行中出现的问题进行分析,提出解决思路,优化技术集成,进一步破解现代煤化工废水近零排放的技术瓶颈,降低废水近零排放的经济成本并提高运行稳定性。
01 现代煤化工废水的组成及特点
现代煤化工废水水质复杂,含有大量难降解有机物,采用部分固定床气化工艺时ρ(COD)可高达10000 ~ 20000 mg/L,同时还含有大量对生物新陈代谢有抑制性和毒性的酚类﹑酯类、烷烃、多环芳烃以及吡啶、喹咻等杂环类物质。现代煤化工废水按照所含污染物的不同大体可以分为有机废水和含盐废水2种类型。有机废水主要包含煤气化废水、化工综合废水﹑脱硫废水、生活污水、初期雨水及杂排水,而其中煤气化废水所占比例最高。现代煤化工工艺大都涉及煤气化过程,煤气化过程是以煤为原料经过气化炉,生成合成气(CO和H2),具体反应过程见式( 1 )。

同时煤中的N、S、Cl和金属元素在气化时部分转化为氨、硫化氢、氰化物和金属化合物;CO和水蒸气生成少量甲酸,继而和氨反应生成甲酸铵,这些物质大部分溶解于气化过程的洗涤水﹑洗气水中。煤气化废水主要含有高有机物﹑高氨氮、无机盐和悬浮物,是一种典型的难降解有机废水,且不同的气化工艺产生的气化废水水质差别较大,具体见表1。含盐废水主要包含生产过程中循环水系统排污水、脱盐水系统排污水及锅炉排污水等,硬度大,含盐量高。通常,循环水系统排污水 TDS浓度为1800~2600 mg/L,脱盐水系统排污水TDS浓度为2500~ 3500 mg/L。含盐废水中的高盐废水主要为反渗透浓水,此类废水的TDS、硬度、碱度、含盐量均较高,有机物浓度低但可生化性较差,处理难度大,通常需要专门再生回用处理。现代煤化工高盐废水中盐分含量高,通常可达到3000 ~15000 mg/L,所含主要无机离子为Na+、Cl-、SO42-,占无机离子总量的90%以上。

02 现代煤化工废水近零排放技术集成
经多年探索,目前已投运的现代煤化工项目废水处理工艺流程主要包含废水预处理、生化处理、再生水回用、含盐废水膜处理以及蒸发结晶等工序,其具体工艺流程见表2。

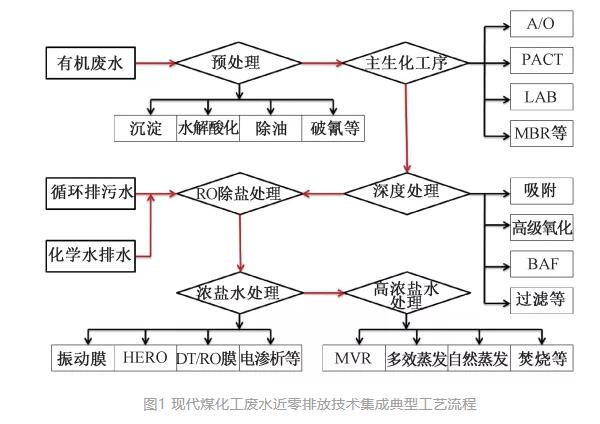
预处理工艺一般包括汽提、气浮、隔油、水解酸化等工序。生化处理工艺基本以A/O、SBR等活性污泥法为主,并采用曝气生物滤池(BAF)及其他专利技术的生物膜法(MBR)进行深度处理,部分废水还需要采用高级氧化技术。现代煤化工废水近零排放体系下,生化处理单元产水大部分和含盐废水一起进入膜系统进行脱盐处理,膜系统可根据水质采用逐级的膜浓缩,所产生浓水再进入蒸发结晶系统进行处理,结晶盐填埋或进行资源化利用。现代煤化工废水分类收集﹑分质处理、分级回用已成为现代煤化工项目废水处理的主流趋势,同时形成了现代煤化工废水近零排放的基本技术集成,其典型工艺流程见图1。
1. 有机废水处理
现代煤化工所产生的有机废水中,煤气化废水所占比例最高,成分最复杂。特别是酚氨浓度很高的固定床气化工艺废水,需要通过脱油除尘﹑酚氨回收等预处理工序,降低废水中的COD、NH3-N、总酚等特征污染物水质指标,使得出水满足生化处理工段的进水要求,提升废水的可生化性能。
现代煤化工废水处理核心生化工艺的应用与处理的废水水质及场地情况有关,主要包括SBR、CAST、A/O、A2/O 、MBR 以及接触氧化法等工艺。水煤浆气化和干粉煤气化废水生化处理选择上述核心技术较多,而已建及在建的碎煤加压气化废水经酚氨回收预处理后剩余的污染物,不仅含有酚、氨、酸性气体,还含有大量的长链烷烃、多环芳烃和杂环类化合物等,可生化性较差,B/C通常<0.3,需要采用新型高效生化处理技术组合工艺来强化生化段处理效率,如贾胜勇利用两级MBR工艺对碎煤加压气化废水进行处理,出水COD可稳定控制在60 mg/L以下。根据气化工艺的不同,固定床工艺废水处理常选用以去除COD、氨氮等为主体的生化处理工艺,利用微生物的代谢以及硝化反硝化作用将其去除;气流床及流化床工艺废水COD浓度不高,但氨氮浓度较高,废水处理时应选择脱氮性能良好的生化处理工艺以及物化为主的后处理强化工艺。
对于难降解的现代煤化工废水,深度处理是保障系统稳定运行、提高出水水质和回用率、降低处理单元检修频率的关键环节。经生化处理后的废水为了能够达到回用水标准用于生产或循环水补水,需要进行深度处理,确保回用水中的COD、 TN、SS和TDS等水质指标符合国家出台的多项再生水回用水质标准。工业上广泛采用的深度处理方法包括絮凝沉降、活性炭吸附﹑催化湿式氧化、膜处理、电化学氧化和生态处理工艺等。由于活性炭等吸附工艺成本较高、再生难度大,为了避免出水水质周期性波动的影响,目前多采用以下方法:首先通过水解酸化或高级氧化将难降解的COD转化为可利用的碳源,提高废水中的B/C,再进行二次生化处理,进一步降低废水中的COD ,如曝气生物滤池(BAF)和膜生物反应器(MBR)等。但是,深度处理单元也会受到前端废水处理效果的影响,容易造成出水水质无法达到设计标准,各单元组件也容易受到胶体、有机物和细菌污堵的影响。
同时,在现代煤化工有机废水的处理过程中,存在高温来水,气化来水高硬度、高硅、高悬浮物,生化系统碳氮磷比例失调,曝气生物滤池(BAF)滤料板结等问题,需要工程技术人员在废水处理过程中充分针对所出现的问题,选择适合的“预处理(物化处理)-生化处理-深度处理”三段式处理工艺,确保废水处理效果。
2. 含盐废水处理
现代煤化工主要通过煤气化产出合成气,将合成气进行变换、脱酸等工序后进一步合成最终产品。根据现代煤化工项目用水特点,从用水点分析,工艺直接应用的新鲜水在总用水量中所占比例较低,新鲜水主要用于补充循环冷却水及制取脱盐水,具体比例见表3。因此,现代煤化工直接产生的含盐废水主要包含循环冷却水排污水以及脱盐水排污水。随着循环冷却水用量的增大及浓缩倍数的增加,废水经过逐级利用和处理后,最终会产生大量的浓盐水,不仅会抑制微生物的活性,导致废水处理系统不能正常运行,还使得出水TDS超标,污染水环境。现代煤化工含盐废水的处理主要包含低盐废水处理、浓盐水处理以及高浓盐水处理。

有机废水生化处理后的出水和清净废水混合之后形成低盐废水,低盐废水经过絮凝沉淀和过滤预处理去除废水中SS、油类及胶体物质,降低废水中的COD和硬度,之后采用以“超滤–反渗透”为主的双膜法处理工艺,处理后的废水 ρ(COD) <10 mg/L,ρ(NH3-N)<5 mg/L,回用水可直接作为循环冷却水补充水。
经过双膜法预处理后的反渗透浓水TDS含量为6000~24000 mg/L,而进入蒸发结晶单元仍不够经济,因此需要通过高效沉淀、砂滤、离子交换、脱碳、超滤﹑反渗透、后续精处理等单元处理,进一步浓缩。目前工程上应用的膜浓缩技术有二级反渗透-化学沉淀﹑高效反渗透(HEROTM)、二级反渗透–泥浆沉降-循环反渗透(SPARRO)、威立雅OPUS技术等。HEROTM是目前较为常用的浓缩除盐技术,其核心工艺原理是采用离子交换将水中的硬度去除,大部分的盐分靠反渗透去除;同时,反渗透在高pH条件下运行,硅主要以离子形式存在,不会污染反渗透膜并可通过反渗透去除。水中的有机物在高pH条件下皂化或弱电离,不会造成膜污染。高效膜浓缩系统的优质再生水可直接替代生产给水作为循环冷却水系统补水及工艺用水等,高浓盐水TDS浓度可提升至50000~70000 mg/L,此时再采用蒸发结晶技术更有利于降低处理成本。
蒸发结晶单元来水为高效膜浓缩系统反渗透浓水及离子交换后的再生废水。浓盐水蒸发结晶单元主要包括蒸发器单元、结晶器单元以及蒸馏水精制单元。目前实际工程项目中蒸发器单元工艺多采用机械蒸汽压缩再循环立式降膜蒸发器技术。立式降膜蒸发器通过立式降膜管束内分布的一层盐水薄膜与壳程热源换热而进行蒸发,一般蒸发器内的含盐量为18%~20%。蒸发器排出的高浓盐水送入结晶器进行处理,结晶器多采用蒸汽驱动的强制循环结晶技术,利用强制循环换热器通过蒸汽加热饱和浓盐水,然后通过闪蒸将浓盐水蒸发,浓盐卤进行结晶处理,冷凝下来的蒸馏水可作为优质再生水直接回用,得到的结晶盐可进一步资源化利用。
03 现代煤化工废水处理系统实际运行问题与优化建议
1. 废水处理系统进水水量、水质、水温应稳定适宜
目前国内许多现代煤化工项目工艺装置投入生产运行后,系统负荷逐步达到饱和,由于设计余量较大,部分装置甚至超负荷运行,在带来安全隐患的同时,也造成了生产废水实际排放量高于设计排放量。废水处理系统受池容、曝气时间和进出水水质的影响,若水量负荷始终高于设计负荷,将造成生化处理单元水力停留时间不足,使得出水水质超标,严重时还会造成污泥膨胀或污泥老化。针对废水处理系统负荷长期超标的问题,企业应严格控制生产装置的运行负荷,并通过污污分流,将无污染的蒸汽冷凝液﹑循环冷却水排污等接入清净下水系统,严格控制进入末端废水处理系统的水量。
现代煤化工废水处理系统进水COD、NH3-N浓度高于设计指标,且生化系统碳氮磷比例失调严重,造成污泥处理负荷过大,出水水质超标。同时,水质的频繁波动对系统的稳定运行影响很大。因此,企业应通过在工艺段增设预处理装置,控制进水中的氨氮总量,同时加大进水检测频次,在进水营养物质比例失调时人为投加碳源,使其控制在合理范围内。针对进水水量、水质的频繁波动,废水在进入污水处理系统之前,需要通过增加前端调节池的容积和废水在调节池内的停留时间来缓冲来水的水量、水质的波动,停留时间一般可设置在48 h 以上。
现代煤化工废水处理系统核心生化单元主要依靠微生物的作用来去除COD和 NH3-N ,发挥作用的微生物多属嗜温菌,其适宜温度为10~40 ℃,超出这个范围会抑制微生物的活性,甚至造成微生物的死亡。现代煤化工项目气化单元某些工段废水温度较高,导致进入生化处理单元的进水水温>45℃ ,严重抑制了微生物的活性。针对高温来水的问题,现代煤化工废水应在排放前通过换热器降低水温,确保进水温度<30℃,充分激活功能菌的活性,提高废水处理效率。
2. 完善的预处理系统是核心工艺单元稳定高效运行的关键
目前双膜系统、蒸发结晶系统等核心工艺单元的设计比较完善,但容易忽视预处理的重要性,导致整个工艺出现问题。膜前端对各类影响膜运行的浊度、硬度、碱度、硅等物质的去除必须要彻底,这样才能保证膜系统的高效运行,如果预处理效果不好,膜系统必将污堵、结垢,无法实现膜的高寿命和高回收率。此外,在蒸发器工作过程中,大量盐类等不断蒸发浓缩后形成晶核,附着于换热器表面而结垢,影响换热器的正常工作。为解决该类问题,蒸发系统的盐种投加设施、pH调节、管线过滤器截留杂质的设置,阻垢剂和消泡剂的投加等预处理措施都要设计合理、完善,才能减少蒸发器内部管束结垢问题的发生,确保系统的稳定运行。
3. 要设置合适的旁路、跨线以应对突发问题
现代煤化工废水处理系统的工艺路线一般较长,某个环节出现问题就可能导致整个系统不能正常运行。但废水处理系统作为现代煤化工项目的末端流程,没有太多停工检修的时间和机会,因此应通过设置一定的旁路、跨线来应对突发问题,为检修创造条件。比如在高效沉淀池﹑蒸发系统板式换热器、降膜管束污堵、结垢时,均需要将进水切换至废水缓冲池临时储存或在符合设计进水水质的前提下通过跨线进入后续处理单元。
04 结束语
现代煤化工产业作为国家能源安全及产业安全的重要保障,目前我国的发展水平已居世界前列。但现代煤化工产业的发展依然面临着用水量大且废水排放污染环境的问题。现代煤化工项目建设过程中,废水近零排放技术一直是行业技术难点,目前主要问题集中在废水处理与回用系统的长期稳定运行、结晶盐资源化利用等方面,需要在工程实践过程中进一步探索废水处理系统运行问题,并通过技术集成优化系统运行,推动各处理单元技术的强化,加强废水处理过程中各环节的衔接,提升整套废水处理系统的抗冲击能力和运行稳定性,促进现代煤化工产业绿色发展。
-
涉精细化工废水处理、太湖流域水环境等多项课题 年末水专项“大礼包”上线!2021-12-17
-
海南提出划定低排放区域和零排放区域2021-12-17
-
养殖废水处理理论与实践进展2021-12-16
-
工业废盐、高含盐有机废水处理技术综述2021-12-14
-
工业废水处理迎提速,水处理业奔向下一个风口!2021-12-10
-
近两年 这些代表性废水零排放项目取得重大进展2021-12-09
-
燃煤电厂脱硫废水零排放工艺的应用进展2021-12-08
-
含铊废水净化、镉稳定化、生物炭、多源遥感等34项技术入选2021年度湖南省环保科研项目2021-12-06
-
原来废水委托外单位处理 现自建污水处理设施 其他内容不变 是否要重新做环评?2021-12-06
-
用河水对生产废水进行稀释 重庆万州警方查获一印染企业污染环境案2021-12-06
-
国家能源电厂脱硫废水零排放项目中低温闪蒸浓缩工艺解析2021-11-19
-
工业高盐废水零排放与资源化利用的研究进展2021-11-19
-
连云港石化产业基地工业废水综合治理中心项目2021-11-08
-
浅谈焦化废水零排放的市场机遇与核心工艺路线2021-11-05
-
不同生产废水经不同废水处理设施处理后 排污许可证能否设置2个排放口?2021-11-04