失活SCR脱硝催化剂处理技术研究
失活SCR脱硝催化剂处理技术研究摘 要:为控制燃煤锅炉烟气中氮氧化物的排放控制,选择性催化还原(SCR)脱硝技术被大量推广应用,该技术的核心在于SCR脱硝催化剂的性能。对于活性降低
摘 要:为控制燃煤锅炉烟气中氮氧化物的排放控制,选择性催化还原(SCR)脱硝技术被大量推广应用,该技术的核心在于SCR脱硝催化剂的性能。对于活性降低但满足再生条件的SCR脱硝催化剂可以通过再生处理后进行循环利用。对由于不同原因失活的催化剂,可采用不同的或复合再生技术。SCR脱硝催化剂作为一种耗材,达到使用寿命后将最终变为危险固体废弃物,需对废弃SCR脱硝催化剂中金属的回收和无害化处理进行研究。通过研究,分析了失活SCR脱硝催化剂的再生及无害化处理工艺技术,提出了未来的发展思路和方向。
0 引言
面对我国多煤、少油、缺气的局面,煤炭资源在我国能源结构中处于举足轻重的地位。化工、电力、焦化、冶炼、碳素生产等行业中的工业锅炉主要为燃煤炉,其排放烟气中的SO2、氮氧化物等有害成分,是造成酸雨和雾霾的罪魁祸首,并严重地影响我国经济、社会及环境的可持续发展。近年来,雾霾天气愈发严重,国家和地方政府加强了控制烟气污染物排放的力度,提出一系列严格的排放标准:2011年7月发布的GB13223—2011《火电厂大气污染物排放标准》规定重点地区的排放标准为烟尘质量浓度≤20mg/m3,SO2质量浓度≤50mg/m3,NOx质量浓度≤100mg/m3;2014年9月国家发改委、环保部和能源局又下发了《煤炭节能减排升级与改造计划(2016—2020年)》,文件要求到2020年,现役600MW及以上燃煤机组、东部地区300MW 及以上公用燃煤发电机组、10kW 及以上自备燃煤发电机组及其他有条件的燃煤发电机组,改造后的大气污染物排放质量浓度基本达到或接近燃气轮机组排放限值;2018年6月生态环境部发布了HJ2053—2018《燃煤电厂超低排放烟气治理工程技术规范》,规定了燃煤电厂实施超低排放的方案及技术工艺。目前,钢铁、水泥、冶金、化工等行业也先后采用超低排放标准,并开始施行大规模锅炉超低排放技术改造。
选择性催化还原(SCR)烟气脱硝技术的脱硝效率可达90%以上,且应用技术成熟,目前已成为火电厂采用低氮燃烧技术后进一步控制排放的首选方案。催化剂是SCR烟气脱硝技术的核心,其组分、表面结构等相关参数都会对SCR脱硝系统的整体脱硝效果产生直接影响。目前V2O5/TiO2基催化剂在火电厂SCR脱硝系统中应用最为广泛。SCR脱硝系统多采用高尘布置,即将反应塔布置在省煤器和空气预热器之间。该区段烟温为320~430℃,在V2O5-WO3/TiO2 催化剂的工作温度范围内,且高尘布置方式的投资、运行成本较低、技术成熟,在我国火电厂中得到广泛应用。但是脱硝反应器置于电除尘器之前,烟气携带的大量飞灰颗粒易造成催化剂表面磨损;且飞灰颗粒和硫酸氢氨晶体会堵塞催化剂孔隙,影响催化反应的进行;同时飞灰中的碱金属以及砷、镉等重金属会造成催化剂中毒。燃煤电站锅炉的SCR催化剂失活速率较高,约为0.7%/1000h,催化剂一般3~5年就需要更换,这将导致大量的废弃脱硝催化剂的产生。
目前可采用脱硝催化剂再生和废弃无害化处理工艺技术。通过再生的方法可延长脱硝催化剂的使用寿命,实现循环利用,减少火电厂的整体脱硝成本。有些使用过的催化剂由于机械强度不满足再生要求或者发生永久性失效而无法进行再生,必须作为危险废弃物进行处置。废SCR催化剂的治污费约为2600元/t,约为SCR催化剂总成本的5.3%。目前采用掩埋的方式对废弃催化剂进行处理,不仅易造成地下水污染等环境问题,还会造成废弃催化剂中钒、钨等有价金属的流失,因此有必要进行废弃脱硝催化剂无害化利用研究。
1 脱硝催化剂再生技术
燃煤电站的脱硝系统大多采用高尘布置方式,脱硝催化剂在高温高尘条件下工作,即使采用非常合理的烟气流场分配以及规范的运行操作手段,催化剂活性及脱硝能力的降低也在所难免。我国环境保护部发布的《火电厂氮氧化物防治技术政策》(环发〔2010〕10号)明确指出:“失效催化剂应尽可能采用再生技术,无法再生时应进行无害化处理”。
对可再利用的催化剂采用合理的再生工艺就能恢复至其90% ~100%的初始性能,且再生费仅为全部更换的20% ~30%。一般情况下,堵塞、碱金属或碱土金属中毒、活性成分流失但未出现烧结现象和严重磨损的催化剂可以进行再生处理。而烧结或严重磨损引起的催化剂失活无法进行再生。
目前,国内外主要的催化剂再生方法包括:水洗再生法、酸洗再生法、SO2 酸化热再生法、热还原再生法等。
(1)水洗再生法是催化剂再生最简单、最基础的方法,可将催化剂表面沉积的浮尘和杂质除去,对堵塞失活、碱金属中毒失活的催化剂再生较为有效。但水洗可能会造成催化剂少量活性成分的流失且不能除去其他不溶性杂质,因此该方法一般作为催化剂再生的预处理过程。
(2)酸洗再生法常用于催化剂金属氧化物中毒后的再生,对Ca中毒和K中毒的脱硝催化剂具有很好的再生效果,且在一定程度上能恢复催化剂的微观形貌、增加其机械强度。
(3)SO2酸化热再生法适用于中毒较轻的催化剂再生,它通过化学酸化来增加催化剂表面的酸性活性位点。
(4)热还原再生法主要通过将催化剂表面吸附的硫铵化合物分解为NH3和SO2,从而除去其表面积累的铵盐。
除这些常见的再生技术,本文将就一些有发展潜力的新技术,特别是复合再生方法,给予介绍,并结合不同失活催化剂的特点提出了其他的再生技术。
1.1 复合再生
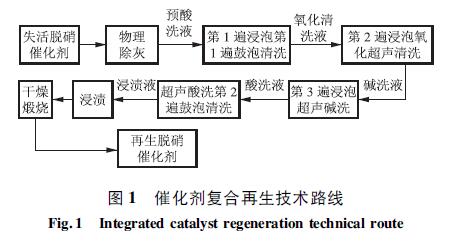
我国燃煤电厂机组和燃用煤种的多样性造成了催化剂失活原因的复杂性。单一的再生方法通常不能完全恢复失活催化剂的活性,因此复合再生技术是较为可行的方案:首先对催化剂进行水洗,去除附着在面上的灰尘及其他杂质;然后采用酸洗法,将催化剂放入酸液中清洗(对碱金属中毒的情况效果甚佳),用清水洗涤催化剂至洗涤液pH值接近7.0,以去除表面残留的酸液;最后采用活化清洗,补充催化剂的活性物质。还有一种较有效的再生工艺是分步化学清洗法,通过酸洗、超声清洗、酸洗,最后干燥煅烧等进行催化剂再生(具体流程如图1所示)。这种湿法再生工艺虽然增加了工艺的复杂度和再生成本,但可以对失活催化剂中沉积的砷化合物等有毒物质进行有效清除,大幅提高再生催化剂脱硝效率以及再生使用次数和寿命。
1.2 原位再生及重新成型再生
脱硝催化剂原位再生是成本最低的一种再生方式。用300~350℃的水蒸气对已使用了2000h的商用NH3-SCR催化剂进行原位再生处理,再脱硝运行336h后,发现NOx的转化率可达到91.4%。说明这种使用高温水蒸气进行原位再生的方法特别适用于因水溶性物质的沉积而失活的催化剂。将废旧催化剂进行清洗、干燥、重新定型成块,也可以达到一定的再生效果。首先吹扫去除废旧脱硝催化剂表面沉积物,将其进行破碎处理后形成块状催化剂,用去离子水清洗,干燥处理,获得的催化剂单元体活性能够恢复到新催化剂催化效果的85%。这种工艺操作简便、成本低,适于大规模的工业应用,但破碎后的催化剂单元难以再次再生使用,存在一定的弊端。
1.3 清洗超声再生
清洗剂对恢复催化剂活性具有显著作用,清洗时间、清洗剂的浓度和温度都有影响。清洗剂可以是络合剂乙二胺四乙酸(EDTA)、表面活性剂十二烷基苯磺酸(LAS)等,可配合超声波震荡方法对废旧催化剂进行清洗再生。清洗剂浓度为0.01mol/L,经震荡清洗30min后,制成再生催化剂,脱硝活性在400℃时可达到85% ~90%,并且该再生工艺的CaSO4去除率达到92.0%以上,但钒和钨的残余率分别为99.4%和98.3%。
1.4 中毒催化剂再生
目前,有大量催化剂因As和Pb中毒,需通过还原及增加活性的办法加以再生利用。在甲醇气氛中、250~275℃下,对As中毒的催化剂进行加热再生时,还需添加活性钒以恢复甲醇处理后的催化剂的脱硝活性,NOx转化率达到原来的80.76%。还可通过氨洗、H2还原和空气煅烧等手段,不仅可以有效地去除As,而且还可以将催化剂的活性成分恢复到相当的水平。另外,将碱处理和酸洗组合,可消除催化剂表面的As并恢复废V2O5-WO3/TiO2催化剂的催化活性,再生样品的催化活性也可增加至新催化剂的水平。通过去离子水、酸溶液、络合剂和碱溶液对Pb中毒催化剂进行再生,可使得催化剂的NOx转化率达到95.70%。
2 废弃脱硝催化剂无害化处理技术
燃煤电站的催化剂普遍采用“2+1”的安装方式,先将安装好的2层催化剂投入使用3年左右;再将预备的1层加装在第3层,3层同时投入使用4~5年;然后更换第1层催化剂,再运行2~3年;最后更换第2层催化剂,以此循环。
当SCR催化剂出现大面积破损,机械强度不满足再生要求或烧结严重、出现严重中毒时,将成为废弃的SCR脱硝催化剂。随着全国范围内燃煤电厂大量增设SCR脱硝系统,废弃SCR脱硝催化剂的产量也逐步上升,预计每年废弃量可能最高达到25万m3,质量约为13.765万t。对废弃SCR脱硝催化剂中的有价金属元素进行回收可减少对环境的危害及有价金属元素的损失,具有重要的环保价值和良好的经济效益。
2.1 钛回收工艺
废弃催化剂中二氧化钛(TiO2)的质量分数超过80%。TiO2在油漆行业、冶金行业以及造纸行业等具有广泛应用,且在化妆品、医药、食品添加剂等领域也有着重要的应用价值。因此,TiO2的回收利用具有广阔前景。
目前的回收方法主要是钛酸盐沉淀分离技术以及TiO2沉淀分离技术。
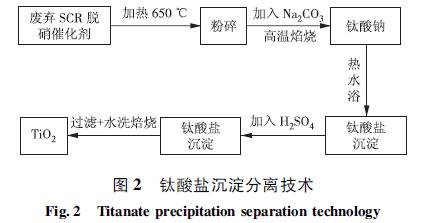
(1)钛酸盐沉淀分离技术的回收路线如图2所示:先把除去表面杂质后的废弃SCR催化剂加热至650℃;粉碎并按比例加入Na2CO3混合后进行高温焙烧;高温条件下,TiO2 与NaCO3 反应生成钛酸钠;然后用热水浴浸出钛酸盐沉淀物,分离出溶于水的偏钒酸钠和钼酸钠,所得到的钛酸盐加入H2SO4处理之后经过过滤、水洗和焙烧得到TiO2。
(2)TiO2沉淀分离技术可以细分为2类:第1类是直接通过稀硫酸酸浸废SCR催化剂,得到TiO2沉淀,但使用该技术会使沉淀中残存一定量的三氧化钨、三氧化钼等微溶于酸的杂质,严重影响TiO2纯度和品质;更为实用、有效的是第2类方法,即碱浸分离水洗法,它对废SCR催化剂进行水洗除尘、干燥粉碎,然后在高温高压条件下进行第1次NaOH碱浸,促进废催化剂内固液分离得到滤饼,对滤饼进行多次水洗来降低杂质含量,再对滤饼进行第2次的碱浸,最后固液分离所得滤饼即为纯度较高的锐钛型钛白粉。
2.2 钒和钨的回收
废SCR催化剂中钒的回收方法主要有沉淀法、浸出-氧化沉钒法、高温活化法、生物浸出法、干法回收和湿法回收。浸出-氧化沉钒法又再细分为还原浸出-氧化沉钒法、酸性浸出-氧化沉钒法和碱性浸出-沉钒法。
2.2.1 沉淀法
沉淀法又分为铵盐沉钒法、硫化沉淀分离法、煮沸沉钒法。
以简便、有效的铵盐沉钒法为例:在废催化剂中加入铵盐并混合均匀,利用偏钒酸根离子与铵根离子结合形成不溶于水的沉淀(NH4·VO3),而钼和钨不能生成沉淀,可将钒分离出来。采用弱酸性铵盐沉淀钒之后得到高纯多钒酸铵,对多钒酸铵煅烧能够得到纯度很高的V2O5产品。
硫化沉淀分离法利用硫化氢气体可将钼等从碱浸液中沉淀出来的特点,提高溶液的钒含量。煮沸沉钒法则是将钒氧化物和碱生成的正钒酸钠溶于沸水,在沸水中会有不溶的偏钒酸钠生成,从而实现钒的分离。
2.2.2 浸出-氧化沉钒法
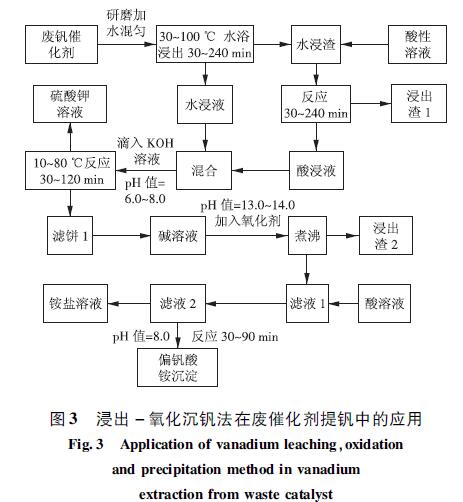
浸出-氧化沉钒法通过还原剂、酸性溶液或者碱液将钒浸出,然后将浸出液中的钒氧化后沉淀或直接沉淀得到含钒产品,具体技术路线如图3所示。
2.2.3 高温活化法
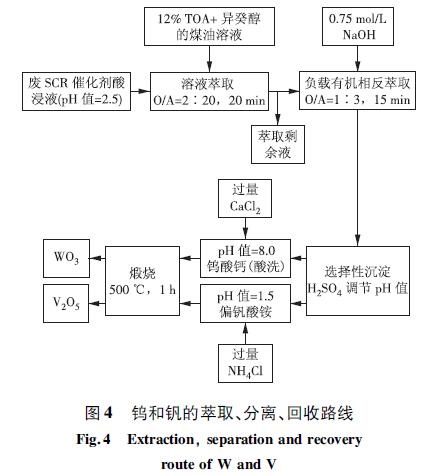
钠化焙烧的方法是高温活化法中最有效的一种再生方法,在钒分离方面应用较为广泛。当温度处于600~700℃时,V2O5 与钠盐反应生成溶于水的钒酸钠。废催化剂钠化焙烧的最佳条件为碳酸钠质量分数84.00%、温度1000℃、时间30min,在上述条件下钒浸出率可达到97.22%,浸出效果理想。丁万丽等提出一种电化学还原萃取法:采用废SCR脱硝催化剂与Na2CO3 的混合焙烧的方式,将催化剂中的钨、钒转化为可溶性的Na2WO4及NaVO3;然后利用稀H2SO4实现了对催化剂中钨和钒的高效浸出;以三正辛胺(TOA)的煤油溶液为萃取剂,加入相调节剂异癸醇,对酸浸液中的钨、钒进行萃取,并利用NaOH对萃取有机相中的钨、钒进行反萃取;然后采用阶段性调pH值的方式对反萃取液中的钨和钒进行沉淀回收,实现了钨和钒的高效分离与回收,具体工艺路线如图4所示。
2.2.4 生物浸出法
在脱硝催化剂的有价金属元素回收过程中,生物浸出法对于钒的提取和回收工艺也具有一定的发展前景。WangShuhua等通过寡营养、富营养、S介导、Fe介导、S介导和Fe介导混合等5种方法,全面研究了生物浸出V2O5-WO3/TiO2催化剂的钒提取效果,生物浸出率最高为90.00%。Mishra等利用嗜酸性氧化亚铁硫杆菌对炼油厂废催化剂中金属的浸出进行试验研究,并系统比较了1步生物浸出和2步生物浸出工艺对金属浸出率的作用机理。该浸出法的金属浸出率优于同浓度H2SO4 的浸出效果。
2.2.5 不同酸浸的影响
在各种钒回收法的酸洗过程中,钒的回收率取决于废催化剂中钒氧化物被分离出的程度:盐酸处理后的浸出液样品中V2O5 质量分数最低,仅余0.19%,浓盐酸可除去浸出液样品中约72.9%的V2O5;硫酸的提钒量与盐酸相比略低,仅除去约64.4%的V2O5;草酸具有一定的还原性,可提取近67.3%的V2O5;硝酸的提钒量仅为34.9%,钒提取效果最差。在稀硫酸的浸渍下,V2O5可能部分生成难溶的(VO2)2SO4,因而提钒量下降明显。样品中活性组分V2O5 的质量分数在减少,钒化合物经酸洗可能会向易溶的(VO)2+转变。浓盐酸较高的提钒率可能与其强配位能力有关,强配位能力使钒的价态降低,生成微溶的[VO(H2O)5]Cl2,在酸液中以(VO)2+的形式存在。由于V2O5 酸浸后形成可溶的(VO)SO4,硫酸具有较好的提钒效果。草酸的还原性使得大部分V2O5被还原为(VO)2+,因而溶解性增加。硝酸的强氧化性使钒保持难溶的高价态,高温浸渍也很难改善硝酸的钒提取效果。
2.3 其他元素的回收
SCR催化剂中的TiO2 和V2O5 被提取之后,剩余的价值高的成分为WO3和MoO3等物质,钨和钼都具有很高的回收价值。但与TiO2和V2O5的分离不同,钨和钼由于镧系收缩效应而具有极其相似的化学性质,因此氧化钨和氧化钼的单独提取具有极高的难度。一般都是从催化剂中将钒、钨一同浸出后再尝试后续分离。而分离钒之后的溶液中钨和钼的分离回收更加困难。目前的分离方法有沉淀法、溶剂萃取法、离子交换法、活性炭吸附法、液膜分离法等。
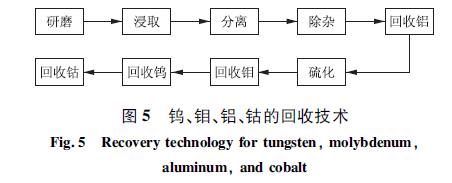
采用湿法沉淀方法从废催化剂中回收钨、钼、铝、钴:(1)对废催化剂进行冲洗、除尘、再湿磨至0.125mm;(2)用NaOH溶液在温度120~155℃的条件下浸洗,然后进行纯热水浆化、过滤,滤液用于回收钨、钼和铝,滤渣用于回收钴;(3)通过往滤液中加硫酸或盐酸,调节pH值为10.5,然后用质量分数25.00%的氯化镁溶液除去SiO3 等杂质离子;(4)将滤液用硫酸中和至pH值为6.0~7.0,以氢氧化铝析出的方式回收铝;(5)向回收铝之后的滤液中加入硫化剂(NaHS),对滤液煮沸2h进行硫化后,降温到40~60℃时过滤得到硫化钼,再将新得到的滤液进行钨的回收,对新滤液进行稀释、吸附、淋洗和解吸4道离子交换步骤,得到粗钨酸钠溶液,此溶液再经过沉淀、酸解,溶制为钨酸铵。铝、钼、钨的回收技术路线如图5所示。
3 无害化处理存在问题及发展方向
随着大量废弃脱硝催化剂的产生,废弃脱硝催化剂的无害化处理工艺及相应的关键技术将成为研究热点。目前对蜂窝式SCR催化剂一般采用催化剂压碎后填埋的处置方式,并按照微毒化学物质的处理要求,在填埋坑底部铺设塑料薄膜。由于板式催化剂内含不锈钢基材和钛、钼、钒等金属,可以送至金属冶炼厂进行回用。对特殊地区和燃用煤种的重金属含量高废催化剂一般采用压碎装入混凝土容器内,然后填埋,以上处理方式在一定程度上会对环境产生影响。而目前的还原酸浸法、浓碱浸出法以及钠化焙烧等无害化处理工艺都停留在实验室阶段,由于钒、钨浸出率低、提纯难度大以及成本高的原因暂时无法实现工业化应用。
未来对于废催化剂无害化处理的研究重点应结合国家对于此类危险废弃物处置标准,降低废催化剂内的重金属以及钒、钨等有价金属的含量,达标后以普通废弃物进行处理,减少相关企业危废处理成本。同时积极研发钒、钨等有价金属提纯分离工艺,改善回收的TiO2品质,从而提高无害化处理工艺的经济性。
为此,关于废弃脱硝催化剂的再生利用提出以下几点建议。
(1)在设计研发催化剂时,不但要考虑催化剂的脱除效率及使用寿命,还要考虑催化剂可再生环保性能,提高催化剂配方成分及结构设计的再利用便捷及高效性,减少或替换在催化剂中的高环境污染成分,便于再生或回收利用。
(2)在运行脱硝设备时,提倡科学合理的催化剂性能监控和优化控制,尽量保证催化剂性能及状态合理下降,及时安排更新,并尽量确保更换下来的催化剂经再生处理后都能恢复到接近新催化剂的性能。
(3)随相关关键技术研发,将来的催化剂有望实现配方绿色-再生环保-经济循环一体化的发展模式,实现环保不再是企业的负担,而是企业盈利模式的一种选择。
4 结束语
当前废弃脱硝催化剂的合理处置成为亟待解决的问题。如何利用废弃脱硝催化剂中有价金属成为研究的主要方向之一,但是当前一些处理工艺基本处于实验室阶段,处理成本高及回收金属初度不足成为研究者面临的主要问题。降低废弃脱硝催化剂中有毒金属元素含量、将其作为普通固废处理同样是废弃脱硝催化剂无害化处理发展方向之一。因此,开展失活SCR催化剂再生技术的研发以及废弃脱硝催化剂无害化处理,对我国火电行业的发展以及环境的改善也具有重要的意义,是未来我国SCR脱硝领域需要高度重视的一个方面。
虽然脱硝催化剂再生及无害化处理技术已经发展多年,但是成本仍然居高不下,高昂的废弃脱硝催化剂的处理费用给生产企业发展造成很大影响。还需要进一步研发相关关键技术,确保催化剂的成分配方绿色、高效、结构强度耐腐性优异,合理科学控制优化运行参数及状态,降低脱硝催化剂再生费用,提高有价金属回收纯度,开发废弃脱硝催化剂用途以及实现再生处理的规模化推广应用,将成为未来脱硝领域发展的主要方向。

使用微信““”
-
日处理100万吨污水!西南最大再生水厂年底“华丽变身”2020-07-23
-
成都市第九再生水厂正在提标改造 预计今年底完成2020-07-23
-
银川市第一再生水厂配套进厂污水管网一期工程开工建设2020-07-14
-
提高Mn系低温脱硝催化剂抗硫抗水性能的国内外研究概述2020-07-13
-
SCR脱硝催化剂发展现状与前景分析2020-07-13
-
贵州南明区河滨、太慈、贵钢一期及贵棉再生水厂正式投入商业运行2020-07-10
-
国家能源集团首批自主知识产权的宽温脱硝催化剂投运2020-07-07
-
《关于核减环境违法垃圾焚烧发电项目可再生能源电价附加补助资金的通知》政策解读2020-07-03
-
财政部、环境部联合印发核减环境违法垃圾焚烧发电项目可再生能源电价附加补助资金的通知2020-07-02
-
贵阳市云岩区贵医再生水厂和六广门再生水厂达到验收标准正式通水运行2020-07-02
-
全球及中国再生铝行业运行发展分析2020-07-02
-
天津东郊污水处理厂及再生水厂迁建工程已提前实现达标排放目标 将于近期投入使用2020-07-01
-
财政部 生态环境部关于核减环境违法垃圾焚烧发电项目可再生能源电价附加补助资金的通知2020-06-30
-
高砷煤SCR脱硝催化剂中毒失活的研究2020-06-29
-
环保监管政策趋严 脱硫催化剂需求广泛增长2020-06-29